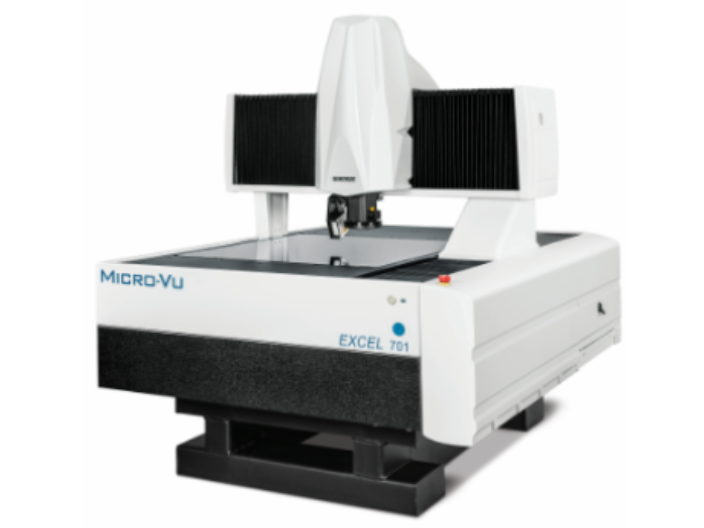
- 品牌
- MICROVU
- 型号
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
- 测量行程
- 315*315*160
关于三坐标测量仪的卫生清洁。一、三坐标测量机使用的是气浮轴承,如果气源不干净,有油、水或杂质,就会造成气浮轴承阻塞,严重时会造成气浮轴承和气浮导轨划伤,甚至气浮块生锈,后果严重。所以每天要检查三次元测量仪的机床气源,放水放油。定期清洗过滤器及油水分离器,必要时更换滤芯。二、三坐标测量仪的导轨加工精度很高,与气浮轴承的间隙很小,如果导轨上面有灰尘或其他杂质,就容易造成气浮轴承和导轨划伤。所以必须每天清理三坐标测量仪的大理石工作台及导轨,工作台和导轨要用棉绸蘸上无水乙醇清洗。三、三次元测量仪对环境要求比较严格,所以每天要做好设备的卫生清理,要做到每日一小清,每周一大清,清理时要注意减少室内灰尘,室内清扫要采用吸尘器,对于三坐标测量仪的工作台、附件柜等用脱脂棉清扫。测量仪应放在清洁干燥、适当恒温的房间里。福建非接触式测量仪

神奇的光学影像测量仪!精密检测仪器是适应工业时代发展的高科测量设备.它之所以为精密,主要在于它的测量准确度超乎平常的测量工具.我们常用的游标卡尺,螺旋测微器已经是可以精确到0.001MM了.也可以算是十分精确的测量工具了.但是二次元影像测量仪,三元次测量仪的问世,似乎可以意味着人类在测量技术上有了空前的突破.首先,它们的精确性可以达到0.1个μ以下.并且从原理上跟传统的测量方式背道而驰.它采用光学放大的原理在实物图像放大几倍后的基础上测量工件的距离.这种方法比起在实物原原本本的测量方法显得方便多了.更重要的是精确多了。广东三次元测量仪特点测量仪颗粒数也出现了新的数据特点。
影像测量仪,由于屏幕显示有限,加上放大倍率较大(一般在0.7档~4.5档28X~180X),屏幕显示部分的工件尺寸实际只有几毫米,很多测量人员在检测的时候习惯只在屏幕显示部分上采集点、线元素。如果采集的点有偏差,所采线段越短,那么所测得的角度值偏差就会越大,线段越长,测得角度值偏差就会越小。理论角度为30度,采点偏差0.25mm,,我们可以清楚的看到线段长短对测量值的影响。所以我们在测量角度的时候,尽量将角度两边的线采集长些,如果屏幕显示范围太小,可以移动工作台,在角度所在直线的起点位置附件采一点,然后在终点位置采一点,这样所测角度误差将会很大方面减小。
二次元影像测量仪在测量角度的技巧。回归直线偏差小。在测量产品角度弧度过程中,经常出现重复精度差,一个人用一样的方法,却误差达到0.5度,这是经常出现的事情。在当今诸多影像测量软件中,直线采集都是默认为两点,对于规则性、直线性好的零件,角度测量上不会产生太大误差,但对于直线性不好,毛刺多的零件来说,两点采集直线的方法带来很大的误差,且重复精度亦不佳,这样的直线构成的角度,多次测量的重复性肯定不理想。若我们使用多点寻回归直线的方法来确定角度的两边,则所得的直线更贴近被测工件的实际边线,偏差从而就会减少,同时,测量误差也会减少很多,重复性也会很大方面改善。测量仪每一步的发展在精密测量仪器中都是必然的结果。

二次元影像测量仪放大倍率知识。二次元影像测量仪的放大倍率包括光学放大倍率和数码放大倍率两个方面的放大,基于几何成像原理的放大称为光学放大倍率,电子电路处理后显示放大称为数码放大倍率。光学放大倍率为物体通过镜头成像到CCD的感光单元上面的放大倍率。这部分是纯粹的光学成像,遵守几何光学原理。光学放大倍率部分决定了影像的放大倍率,也部分决定了CCD能够看到的视野范围。数码放大倍率为由CCD感光单元通过处理电路,把图像显示到显示器上的这一过程中产生的放大效应称为数码放大倍率。表中为CCD到显示器的放大倍率,常用CCD感光芯片尺寸有1/3〞、1/2〞、2/3〞、1〞等四种规格,常用显示器尺寸有9〞、12〞、13〞、17〞、27〞等五种规格,从表中可查到从CCD到显示器的放大倍率。测量仪利用光学原理将工件成像经物镜投射至目镜。梅洲测量仪说明书
测量仪的发展轨迹和其他的仪器类别是有所不同的。福建非接触式测量仪
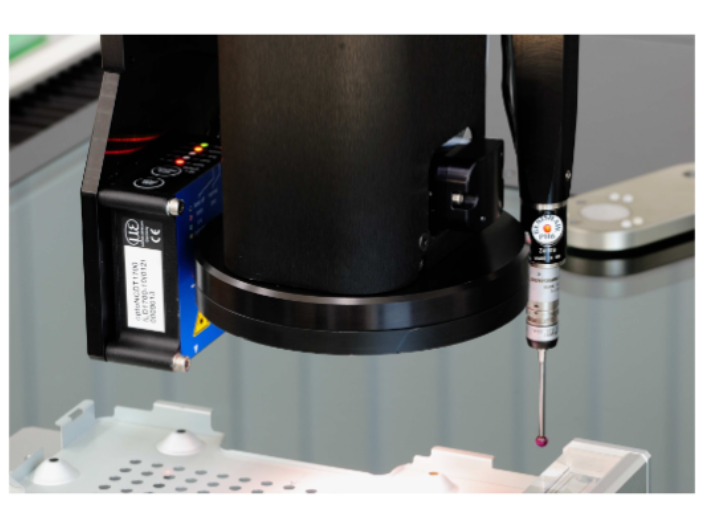
大行程影像测量仪更好的运用方法。影像测量仪一般包括小行程、中行程、大行程和超大行程四个系列。其中大行程测量仪的行程都在1000×1000×100mm以上。此类二次元测量仪适用于大尺寸产品或批量测量的精密测量,可用于LCD、PDP、PCB等显示器的相关测量。测量仪大行程三次元可加装接触式测头,激光扫描器,从而实现多种测量方式。测量仪大行程三次元适用于INTEXIMS的革新的程序限度补正系统。影像测量仪大行程三次元的三轴为坚固的花岗岩,拥有优越的耐久性及稳定性。花岗岩的特点是硬度高、耐磨损、耐腐蚀、具有装饰性。福建非接触式测量仪
- 安徽MICROVU测量仪供应 2026-04-15
- 南京三次元测量仪注意事项 2026-04-15
- 佛山进口三次元测量仪精度校准 2026-04-15
- 佛山测量仪售卖 2026-04-15
- 无锡非接触式测量仪作业流程 2026-04-15
- 吉林测量仪用途 2026-04-15
- 昆山进口测量仪作业流程 2026-04-15
- 韶关测量仪注意事项 2026-04-15
- 无锡测量仪作业流程 2026-04-14
- 苏州MICROVU测量仪技术支持 2026-04-14
- 福建进口测量仪培训 2026-04-14
- 常州三次元测量仪 2026-04-14