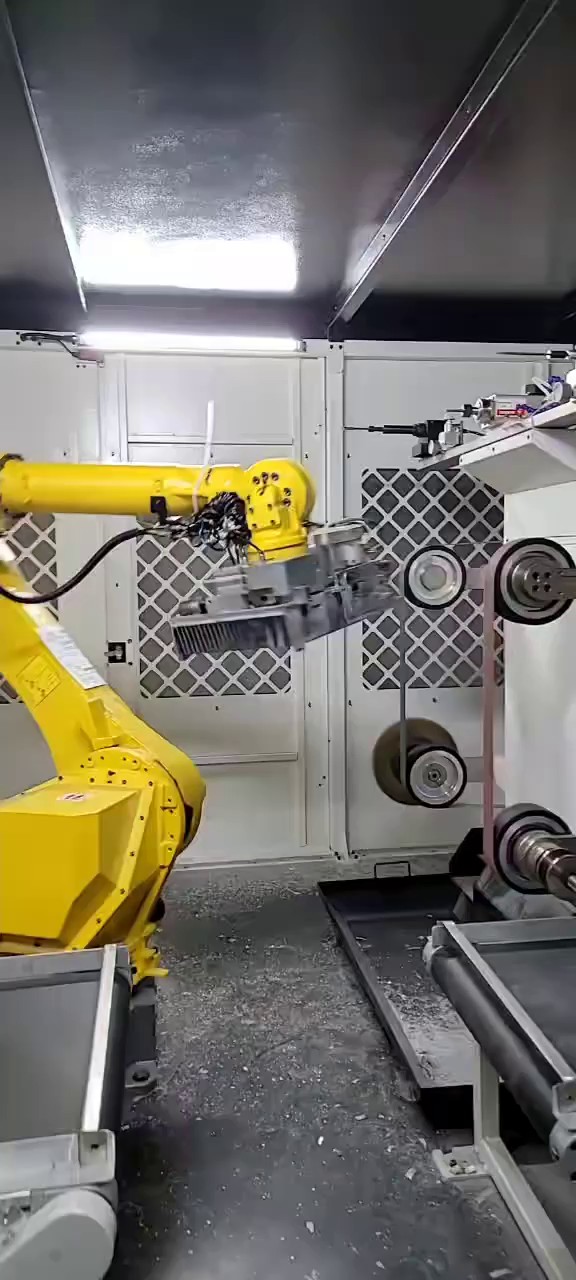
如何去除交叉孔毛刺金属零件内通道相交处粗糙并带有的毛刺一直是令人烦恼的问题。电化学去毛刺是解决这些问题的好方法。电极头通常设计成与工件表面相对称的形状。对金属材料制成的零件自动地、有选择地完成去毛刺作业。它可用于气动、液压、工程机械、油嘴油泵、汽车、发动机等行业不同金属材质的泵体、阀体、连杆、柱塞针阀偶件等零件的去毛刺加工。设计一个合适的去毛刺程序并且具有高效率和完全的自动化(何行的制造系统)是一个有难度的问题。这一技术是用成形工装,对工件的选定部位进行加工接通电流的电解液在工件和工装之间通过,瞬间溶解毛刺,去毛刺的同时,在内通道相交处产生均匀、精确的倒圆边角。加工时间一般在10秒到30秒之间。大多数工件采用多个电极头工装,可以达到更高的工作效率。去除量取决于工件(正极)和工装(负极)之间电流量的大小。电解去毛刺这是利用电能、化学能溶解阳极去掉毛刺。盐城去毛刺设备
由于毛刺的存在将导致整个机械系统不能正常工作,使可靠性、稳定性降低。当存在毛刺的机器做机械运动或震动时,脱落的毛刺会造成机器滑动表面过早磨损、噪音增大,甚至使机构卡死,动作失灵;某些电气系统在随主机运动时,会因毛刺脱落而造成回路短路或使磁场受到破坏,影响系统正常工作;对于液压系统元件,如果毛刺脱落,毛刺将存在于各液压元件微小的工作间隙内,造成滑阀卡死、使回路或滤网堵塞而造成事故,还会引起流体紊流或层流,降低系统的工作性能。冲压毛刺:冲压时,由于冲模上的冲头与下模之间有间隙,或切口处刀具之间有间隙,以及因模具磨损产生毛刺。冲压毛刺的形状,根据板的材料、板的厚度、上下模之间的间隙,冲压零件的形状等而有所不同。切削加工毛刺:车、铣、刨、磨、钻、铰等加工方法也能产生毛刺。各种加工方法产生的毛刺,随刀具和工艺参数的不同而产生不同的形状。塑料成型毛刺:与铸造毛刺一样,在塑料模的接缝处产生的毛刺。精密去毛刺机价格般传统的去毛刺机工序会使阀体零件的制造成本增加。
清理毛刺的工作就是在配件原状不变的情况下,对其外表进行平滑加工,清理毛刺。因为人们越来越清楚的知道毛刺存在的危害性,人类已经对清理毛刺展开了各种各样方式手段的探索。现在国际上许多单位都在探索怎样降低毛刺的运用。就是在产品策划以及技术策划过程中就想到毛刺可能出现的情况,把毛刺减小到低性。生产程序中使用有助于清理毛刺的技术手段来清理毛刺。在各种各样清理毛刺手段中,手工清理毛刺方式对毛刺尺寸、毛刺匀称性以及严重性要求都不高。但是使用机器抑或电化学方式清理毛刺就对其尺寸、匀称以及严重性有一定程度的需求。
目前随着国内钢铁企业的快速发展,随着市场经济的发展,棒材深加工单位及使用单位对棒材产品提出了更高、更严的表面质量和包装质星要求。国内的全去毛刺机发展迅速,去毛刺机在生产大圆钢棒材产品过程中,受定尺分段锯切、冷床收集等工序的影响,在棒材端部易产生飞边、毛刺及肿头现象,严重制约着产品表面质量的提高。众多企业在棒材的精整工序采取了多种措施,如:人工手提砂轮机修磨方式、固定式砂轮机修磨方式、机加工车床切削方式等,但效果均不理想,主要存在的问题有:(1)作业率低,不能与生产节奏有效匹配,易造成棒材积压,物流不畅。(2)精整质量无法保证,尤其人工、砂轮修磨方式,棒材端部的肿头很难彻底去除。(3)精整工序劳动强度大,作业环境恶劣。(4)采用固定式砂轮机修磨方式及机加工车床切削方式时,棒材在生产过程中产生的不平直度,会导致棒材精整时整支旋转进给困难,棒材端部周期性摆动,对砂轮片、切削刀片造成较大冲击,易导致砂轮片、刀片崩裂,存在较大的安全隐患。前一刀具生成的毛刺可以被后一刀具除掉,能够在控制毛刺生成的同时改善加工质量。

去毛刺机适合的工艺还是非常的广的,几乎涉及到各个行业,尤其是金属制造和精密仪器的制造方面都可以看到去毛刺机的身影。在很多的工艺上抛光都是必不可少的程序,除了可以使物体的表面看起来是非常的光滑和平整,符合人们的审美要求。除了让表面变的光滑之外,去毛刺机还有一个非常强悍的强功能就是可以在工件的内孔内外牙及表面,凹凸面达到清洗去油垢杂质,去除毛边研磨等精密抛光效果,通过对表面的锈渍的打可磨让金属恢复到非常闪亮的样子,所以不管是在创造上,还是清洁上去毛刺机的使用都是得心应手的,而且工作的效率也实现相当高的,使用的效果也是非常的让人满意。如何提升去毛刺工艺无疑成为一个重要课题,去毛刺效果对终零件的质量、表面外观至关重要。铜件去毛刺设备哪家正规
现在国际上许多单位都在探索怎样降低毛刺的运用。盐城去毛刺设备
去毛刺刀具的选用:金属加工是由刀具挤压工件加工部分由弹性变型——塑性变型——切断来实现的。而铝合金材质本身韧性延展较好,不容易断屑,所以刀具刀刃一定要锋利。锋利的高速钢刀具、硬质合金刀具(铝用刀)、PCD刀具都可以,目的是缩短工件本身弹性变型塑性变型时间,避免撕扯零件加工部位而产生毛刺。但同时刀具磨损对毛刺的形成有很大的影响,如果是批量持续生产同时还需要考虑刀具的耐磨性,让刀具在锋利状态保持时间更长,此时建议采用PCD刀具(可参看:你注意到了吗,PCD刀具在铝加工中使用得越来越多了)。还可以在加工过程中选用专门的复合刀具(复合铣刀、复合钻头等等)。前一刀具生成的毛刺可以被后一刀具除掉,能够在控制毛刺生成的同时改善加工质量。盐城去毛刺设备
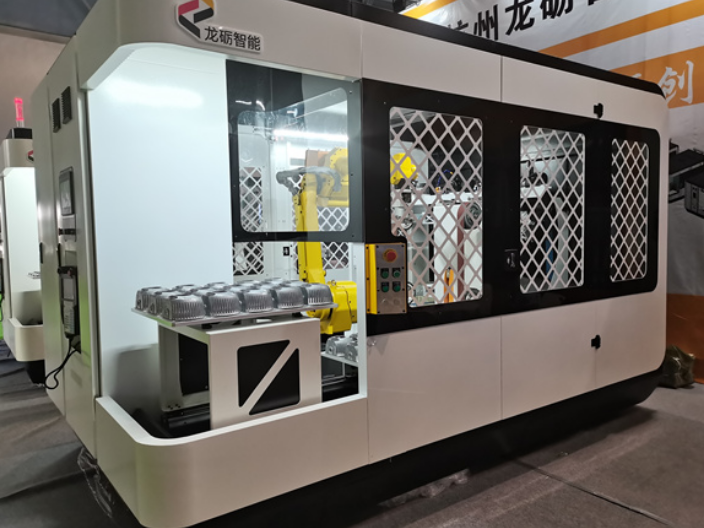
杭州龙砺智能科技有限公司成立于2013-09-03,同时启动了以龙砺为主的打磨,抛光,去毛刺,自动化打磨产业布局。旗下龙砺在机械及行业设备行业拥有一定的地位,品牌价值持续增长,有望成为行业中的佼佼者。随着我们的业务不断扩展,从打磨,抛光,去毛刺,自动化打磨等到众多其他领域,已经逐步成长为一个独特,且具有活力与创新的企业。龙砺智能始终保持在机械及行业设备领域优先的前提下,不断优化业务结构。在打磨,抛光,去毛刺,自动化打磨等领域承揽了一大批高精尖项目,积极为更多机械及行业设备企业提供服务。