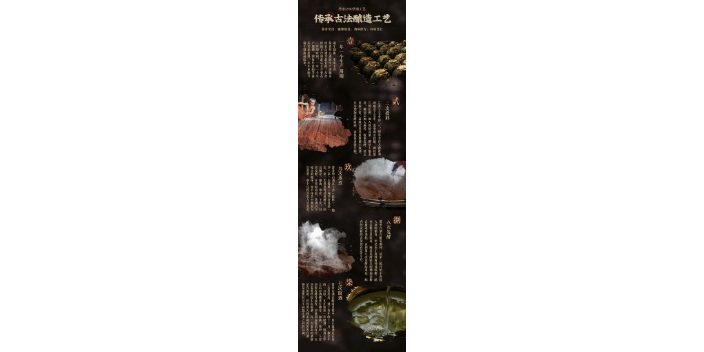
酱香白酒从原料进厂到产品出厂,至少要经过五年。在这傍边,分两次投料、九次蒸煮、八次摊晾,七次取酒,并要加曲、高温堆积,入池发酵,取酒、储存、勾兑等。在绵长、特别而奥秘的生物反响过程中,在窖池和空气中巨大的微生物族群的一起效果下,各种有利的微生物尽数罗置于酒体中。所以,防病治病的可能性也就蕴涵其中了。酱香酒是酿造周期长、香味香气物质多、生产成本高的酒品。除了共同的天香之外,因其慢工精酿的“匠心”工艺,历经年月沉积,让酱香酒更多了一层小杯品饮的“养生”文明。酱香酒因有一种类似豆类发酵时的酱香味而故名。这种酒,高雅细腻,酒体浑厚,丰厚,回味悠长。酱香型白酒一年进行高温大曲,进行高温堆积、入池高温发酵,取酒、贮藏、勾调等技术处理。白酒12987工艺讲解
酱香型白酒的酿造工艺中,原料前后总共需要经过9次蒸煮,每次蒸煮完后都要再次加入酒曲进行发酵,这是一个不断让高粱中的淀粉物质糊化、糖化、酒化的过程,直到较后的蒸馏取酒。原料在经过第3次的蒸煮后变为熟糟后(前两次的下沙和糙沙蒸煮后是不取酒的),就要取酒了,每个轮次都要取一次酒。熟糟需要经过六个轮次环节(摊凉、撒曲、堆积、下窖、封窖发酵、开窖取碚醅),每次环节都要蒸煮,而这整个过程共有九次蒸煮。酱香型白酒中的8次发酵是指:清蒸下沙1次、混蒸糙沙1次、熟糟上甑蒸酒的6个轮次循环过程中(摊凉、撒曲、堆积、下窖、封窖发酵、开窖取碚醅)的6次封窖发酵。惠州明月入怀酒12987工艺需要多长时间“12987”工艺的酒有哪些?

酱香型白酒的生产工艺可以概括为:两次投料,九次蒸煮,八次发酵,七次取酒,长时间贮藏,精心勾兑而成。两次投料指下沙和糙沙两次投料操作。有八次发酵、七次取酒。酱香型白酒生产工艺特点可以概括为:四高两长,一大一多。四高是:高温制曲、高温堆积、高温发酵、高温流酒;两长是指:生产周期长,历经一年;贮藏时间长,一般需要贮藏3年以上。一大指的是用曲量大,用曲量与粮食质量比达到1:1;一多指的是多轮次发酵,即八轮次发酵。
酱香酒的生产周期为一年,在端午节期间开始制曲,制曲要经过踩曲、入仓、翻曲、存曲等过程,一块合格的酒曲起码耗时8个月;到重阳节期间下沙(投粮),经历九次蒸煮,八次发酵,七次取酒,再经过精心的勾调,才能封坛入存,整个生产周期需要一年的时间。酱香酒的生产周期:端午制曲、重阳下沙、再过一个月左右的发窖期,开始第三次蒸煮。时间到了12——1月才开始进行首一次取酒。之后再对酒糟进行摊凉、加曲、收堆、下窖等流程。如此周而复始,每月一次,直至第七次取酒完后,时间已经到第二年中秋前后。白酒行业往往把储藏1年以上的酒称陈酒,储藏10年以上的酒才能称得上是老酒。
12987工艺的“1”即一年一个生产周期,采用优良小麦制作高温大曲,与其它酒所用大曲比,有三个明显特点:一是生产季节性强,要求“伏天踩曲”。“端午始制曲”,至重阳结束。这是因为这段时期内气温高、湿度大、空气中微生物的种类和数量多、且活跃。实践证明,这段时间生产的曲黄曲率更高。二是制曲需用优良小麦,不加任何辅料。因小麦粘着力强,营养丰富,适宜于菌种的生长,也符合前人总结酿酒经验中指出的“得自然之曲,乃称首一品”的要求。三是制曲温度高在60度以上,称“高温制曲”。12987即酿制周期长达1年,2次取酒,9次蒸煮,8次发酵,7次取酒。惠州明月入怀酒12987工艺需要多长时间
酱香型白酒一年进行两次投料,九次蒸煮,八次发酵等技术处理。白酒12987工艺讲解
数字化为用户提供更好的产品体验。随着经济的持续发展,人们对美好生活的需求与落后生产力的矛盾日益突出。在激烈的竞争中,能够准确了解客户需求,提供个性化53度白酒,酱香型白酒,原桨酱酒,怀庄酒,无疑将成为占领市场的先手。新兴消费群体的出现带来的消费在53度白酒,酱香型白酒,原桨酱酒,怀庄酒观念的转变、消费习惯的变化影响着每一个行业。聚焦到饮料行业,面临来自客户、产品、品牌、分销四个领域的新趋势,饮料企业需要提高自身竞争力。从追求性价比,到追求个性化、品牌化,消费者的购买因素发生了巨大的变化,在食品、饮料市场上也是如此。在食品、饮料等合作方面, “不寻常的合作”是加快创新进程的重要手段,无论是通过在初创企业、政策制定者还是其他方面的合作伙伴。白酒12987工艺讲解
广州大禧程文化发展有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的食品、饮料行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**广州大禧程供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!