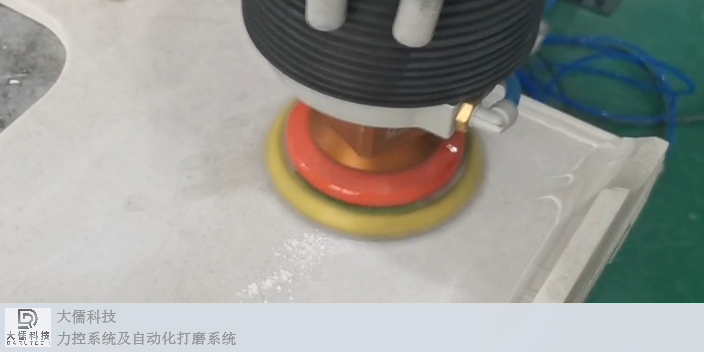
轴承是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。然而现有的轴承加工装置在使用过程中仍然存在不足之处;现有的外圈滚子沟槽打磨装置在进行打磨角度的变化需要人工进行转动,导致打磨速度有限,速率较低,影响生产效率;并且现有的轴承加工加工装置在进行打磨器具大多采用螺栓进行旋合,导致在进行拆装时较为不便。为了解决外圈滚子沟槽打磨装置夹持机构不能进行自由角度变化和打磨器具更换不便的问题,客户在现有机器人上安装打磨力控系统,来实现柔性打磨。外圈滚子沟槽自动打磨工作站包括工作台、机器人、打磨力控系统和打磨工具,通过在机器人示教器编辑简单路径,设置所需要的参数,即可快速进行力控柔性打磨。浙江通用力控打磨装置

随着人工费用成本的增加,同时由于工作环境的恶劣,使用工业机器人代替人工进行去毛刺打磨抛光工作变得越来越普遍甚至迫在眉睫!但工业机器人进行去毛刺打磨抛光工作时使用的工具一般都必须是柔性打磨的力控系统,而不能使用刚性工具!例如需要毛刺打磨抛光的铸造共建,由于模具精度等各方面因素,铸件总会存在铸造飞边、分模线和铸造尺寸公差和形位公差;如果采用刚性工具去毛刺打磨抛光,就必须精确控制机器人的运动轨迹以拟合工件边沿;由于机器人的定位精度比较高,这样如果有1000个工件就必须有1000个程序来拟合工件外形,否则就会伤及工件本体或者根本没有将毛刺去除,而这是不可能的!因此必须采用一种特殊的工具-智能柔性打磨力控系统来吸收这个公差,这正是力控的柔性工具产生的原因!浙江通用力控打磨装置

智能柔性打磨力控系统采用自适应的接触力柔性控制方式,运用控制算法来驱动磨头运动,柔性工件易损自动补偿,利用激光传感器识别来料焊缝高度,实现打磨均匀、可控,安全性好,投资回报率快。解决问题:传统的人工打磨生产线效率低,打磨质量与工人手法密切相关,产品打磨效果一致性差,现场粉尘大,危害工人身体健康。技术创新:1、自适应接触力控制方式,运用“优化控制算法”优化打磨轨迹,并驱动磨头运动,保证打磨抛光效果一致性,避免打穿或者打磨不到位;2、用视觉系统,激光传感器,识别来料异常,精确引导定位打磨区域;3、实时检测磨轮、抛光轮磨损情况,实现自动补偿。智能柔性打磨力控系统解决方案已经出口到海外市场,并广泛应用于汽车及零部件、3C电子、家电、陶瓷、木器、家具、铸造、教育、光伏、锂电、轨道交通、日化、食品、药品、钢铁等行业企业。
5G时代即将到来,手机外壳材料从塑胶到金属又到非金属材质的轮回,塑胶因为成本低,受到中低端市场的青睐。塑胶外壳的材料通常主要用ABS、PC、PPO、PCABS等工程塑料、合金与碳纤维或玻璃纤维的复合材料等,由于对手机壳表面要求高,注塑的产品达不到要求,因此需要对手机壳表面打磨抛光,消除塑胶结合纹,模痕,夹水纹,雾面,霜面,毛刺,废边,清洁和修复划痕等,以使塑胶表面纹路均匀,使塑胶手机壳变成表面光滑和有高光泽度的效果。一、手机塑胶中框及后盖制程注塑-打磨抛光-清洗-喷涂/镀膜/电镀等-检查-下个制程二、手机塑胶壳打磨抛光的问题点:1.来料检查,需要对来料仔细检查,有问题需要马上联系上道工序;2.打磨主要问题塌边塌孔:边缘,四个圆角,摄像头,插卡孔、数据线孔、按键孔等地方;3.接刀痕,打磨不圆润;4.打磨痕,打磨痕太粗喷涂遮不住,调整加工程序及更换更细的海绵砂;5.合模线没打磨干净。
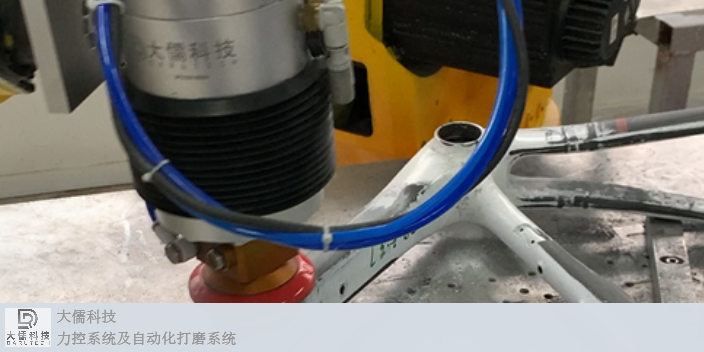
因需要尽可能精确地确定机器人运行路径,编程工作复杂而耗时。传统技术尽管在理论上可获得恒定的研磨抛光质量,然而事实并不尽如人意,加工后的铸件往往前后品质不一,公差各不相同,难以获得稳定的工艺效果。关于复杂构造的工件、毛刺散布分散的工件也能对应。而且机器人具有可编程性,新的产品导入只需求改换工装治具,顺序切换就能完成。这使设备具有更高的柔性化,更合适目前企业的需求。同机遇器人打磨的方案能增加工人休息强度或间接省去工人,无效保证加工质量分歧性,进步全体消费效率,改善工厂任务环境。这些劣势都是明显的,纵使设备投入本钱略高,也越来越多被企业承受。随着机器人力控技术的发展,浮动机构和打磨工具的使用,如同人手滑过工件毛刺般进行柔性去除毛刺,能有效避免造成打磨工具和工件的损坏,吸收工件及定位等各方面的误差。力控软件由二种先进的重点功能组成。一种是压力控制功能,当机器人进行铸件研磨抛光时,该功能可保持打磨工具对工件的压力始终不变:另一种是变速控制功能,当机器人对铸件的表面或分型线进行打磨、去飞边操作时,该功能可持续控制其操作速度,在遇到较大凸起时能自动减速运行。洛阳通用力控打磨厂家直供
浙江通用力控打磨装置
在力控打磨系统中,会根据不同工艺需要用到各种型号的砂带,但是砂带存储不当会影响使用使用效果、甚至影响产品的合格率。下面介绍自动打磨机中砂带的储存方法1.砂带的贮存及使用前处理砂带因品种的不同,受气候或环境影响而产生的变化也各异,一般来说,贮存砂带的仓库要阴凉,干燥、通风。砂带要整齐地摆放在货物架上,不能码放在地上。货物架要与地面、墙壁保持一米的距离,同时又要避免靠近散热和排水装置。2.砂带贮存理想温度18~22℃,湿度则为55%~65%.砂带在未使用前,尽可能的不要打开包装物。3.各种树脂砂带,耐水砂带,特别是复合基砂带,纸砂带对贮存条件的要求比较严格。高温、低温又易吸潮变形。聚酯布砂带对寒冷比较敏感,不能贮存在寒冷的仓库内。4.就砂带来说,理想的贮存固然很重要,但使用前若不能得到正确地处理仍会严重的影响它的使用性能。5.砂带使用前应做悬挂处理,即将拆开包装的砂带挂在100~250mm直径的管子上。让其悬挂2~3天,管子直径的选择原则为粒度粗的产品选择直径大的管子,粒度大的选择直径小的管子。6.砂带悬挂的目的是消除因包装而产生的卷曲,同时也是为了使砂带适应工作环境的湿度。砂带悬挂时接头应处于管子上,管子应成水平状态。浙江通用力控打磨装置