双主轴加工中心优点:加工时,将工件固定到加工台上,车削时,主轴不动,前面转动机构带动加工台转动进行车削加工;铣削时,第二转动机构带动主轴转动进行铣削加工,工件不动;车削或铣削时,都可以通过x轴移动机构、y轴移动机构和z轴移动机构调节主轴位置,以对工件的不同位置进行切削,以满足多样的成型需求。用本...
双主轴加工中心基本参数
- 品牌
- 普拉迪型材加工中心,航天搅拌摩擦焊,,发那科慢走丝,,发那科
- 型号
- 齐全
双主轴加工中心企业商机
双主轴加工中心:机床制造中,即使取得了所有的技术进步,现代机床也只能利用其使用时间的约30%进行加工.而大多数时间为非生产的辅助时间:工件和刀具更换,加速,制动和定位等时间.如果加工中心要更换许多不同的刀具,则换刀时间明显地多于定位时间. 因此,在Mach 1加工中心(见图)上平行配置两个相互独立的主轴头或主轴.通过这一布局,用于换刀的辅助时间作为平行作业时间而被抵消:当一个主轴在进行加工时,另一个主轴可以换刀和定位,包括主轴的加速和制动(在高速加工时这是辅助时间的一个重要部分). 双主轴加工中心效率怎么样?苏州双主轴加工中心规格尺寸
双轴车铣加工中心可以同时在5个面上对预成形工件进行综合加工。对此,加工中心上的3个线性轴同时处于工件上,加工中心还设有一个可旋转90°的回转台,回转台上以266mm的间距分别设有2个传动轴。传动轴的最大转速可以达到5000r/min,扭矩为80Nm,夹紧力为800Nm。所加工的工件的最大直径为150mm。位于工件一侧的主轴在车削加工时进行旋转,而在铣削和钻孔加工时,则与回旋轴一起负责定位。两个铣轴带有HSK-A63型支座,主轴通过法兰盘与AC电机直接连接,由此,力矩比较大可以达到140Nm,转速可以达到10500、12000或15000r/min。当转速达到20000r/min以上时,主轴也可以被用作驱动轴。 无锡销售双主轴加工中心价格贵吗哪里可以买到双主轴加工中心?
为了解决现有加工中心无法完成既能同时加工两个相同工件又可以加工两个不同工件的问题,本技术提供一种既能同时加工两个相同工件又可以加工两个不同工件的加工中心。为了实现上述目的,本技术的技术方案是:一种双主轴立式加工中心,包括底座,底座上设有立柱,立柱上设置有主轴箱;所述底座上设置有Y轴导轨,所述Y轴导轨内设有Y轴丝杠,Y轴丝杠连接靠前电机;
双主轴立式加工中心,包括底座,底座上设有立柱,立柱上设置有主轴箱,其特征在于:——所述底座上设置有Y轴导轨,所述Y轴导轨内设有Y轴丝杠,Y轴丝杠连接靠前电机;——所述Y轴导轨上设置有水平垂直于Y轴导轨的X轴导轨,所述X轴导轨内设有X轴丝杠,X轴丝杠连接第二电机;
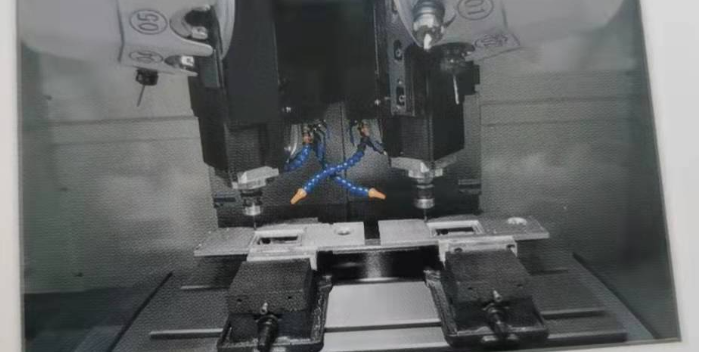
双主轴加工中心优点:加工时,将工件固定到加工台上,车削时,主轴不动,前面转动机构带动加工台转动进行车削加工;铣削时,第二转动机构带动主轴转动进行铣削加工,工件不动;车削或铣削时,都可以通过x轴移动机构、y轴移动机构和z轴移动机构调节主轴位置,以对工件的不同位置进行切削,以满足多样的成型需求。用本加工中心进行加工时,可以用双主轴对同一工件进行加工,从而大幅提供加工效率;此外,将工作台转动90度,即可利用双主轴对工件进行360度的大面积加工,缩短了主轴的空闲等待时间;此外,通过氮气配重系统,可以使主轴在切削加工过程中保持平衡,以保证有更好的加工精度。 苏州有双主轴加工中心吗?

双主轴中心优点:对回转台的驱动和加工中心的定位及推进动作,均由螺杆/棘轮组合装置和滚珠丝杠传动装置来发出。当X、Y、Z的行程分别达到400mm、400mm和360mm时,所有3个线性轴的高速档均可以达到60m/min的速度。由于按照受力的原理,位于刀具一侧的铣轴同时也负责刀具的更换,它必须向上朝着刀库的方向定位,所以,Z轴会以大约。X轴的加速度为,Y轴的加速度为。各轴配合的结果是从一个切削工序到另一个切削工序的时间为短短的。在批量生产中,采用多轴加工工艺无疑是一种可以大幅提高生产率和降低生产成本的有效方法。这种方法既适用于车削加工,也适用于铣削加工。如果能够把车铣两种工艺集成到一台机床上,只用一道工序即可把工件加工完毕,其优点则将更为明显。在这种情况下,由于工件换装的工序可以省去,所以加工精度得到提高;同时,由于可以省去更换设备所需的时间,因此加工时间得以大幅缩。 双主轴加工中心什么价格?常州供应双主轴加工中心怎么样
求推荐双主轴加工中心。苏州双主轴加工中心规格尺寸
各行各业都在谋求产业的转型升级,尤其在人工智能、大数据、物联网等新一代信息技术推动下,信息化、自动化、智能化已经成为了销售企业发展的主要路径。型材加工中心,摩擦焊,慢走丝,钻攻行业,随着近年来越来越明朗的全球市场变化,在我国的外贸大军中已经逐渐成为一股不容忽视的新生力量。除了北美外,东亚,东南亚,南亚,中东北非等地区也对其产生了越来越浓厚的兴趣和需求。同时,很多公司都不是以出产单一商品为主。对包装机械的需要也不仅*局限于一个品种。不难预测,未来包装机械行业的服务型主流发展方向,应该是节能可回收、高新技术智能化。中国型材加工中心,摩擦焊,慢走丝,钻攻产业虽然遭遇了持续性的低迷,但是从总的发展趋势来看,伴随我国各种利好政策的出台及各地基础设施建设项目的不断上马推进,我国的型材加工中心,摩擦焊,慢走丝,钻攻发展前景是良好的、有保证的。苏州双主轴加工中心规格尺寸
苏州市益五机械科技有限公司专注技术创新和产品研发,发展规模团队不断壮大。一批专业的技术团队,是实现企业战略目标的基础,是企业持续发展的动力。苏州市益五机械科技有限公司主营业务涵盖型材加工中心,摩擦焊,慢走丝,钻攻,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。公司深耕型材加工中心,摩擦焊,慢走丝,钻攻,正积蓄着更大的能量,向更广阔的空间、更宽泛的领域拓展。
与双主轴加工中心相关的文章
大规模双主轴加工中心咨询
- 品质双主轴加工中心私人定做 2026-04-07
- 常州销售双主轴加工中心代理 2026-04-07
- 南通大规模双主轴加工中心设备制造 2026-04-07
- 南京推荐双主轴加工中心 2026-04-06
- 南通大规模双主轴加工中心价格贵吗 2026-04-06
- 常州使用双主轴加工中心好选择 2026-04-05
- 双主轴加工中心报价表 2026-04-05
- 江苏品质双主轴加工中心联系人 2026-04-05
- 常州提供双主轴加工中心私人定做 2026-04-04
- 江苏提供双主轴加工中心设备制造 2026-04-04
- 苏州定制双主轴加工中心好的供应商 2026-04-04
- 常州大规模双主轴加工中心公司 2026-04-04
与双主轴加工中心相关的产品

与双主轴加工中心相关的新闻
-
上海关于双主轴加工中心好的公司 2026-04-02 21:00:32在批量生产中,采用多轴加工工艺无疑是一种可以大幅提高生产率和降低生产成本的有效方法。这种方法既适用于车削加工,也适用于铣削加工。如果能够把车铣两种工艺集成到一台机床上,只用一道工序即可把工件加工完毕,其优点则将更为明显。在这种情况下,由于工件换装的工序可以省去,所以加工精度得到提高;同时,由于可...
-
徐州什么是双主轴加工中心进口设备 2026-03-31 18:00:42双主轴加工中心的现状分析:现代化的加工中心只有在使用相应的夹紧装置的条件下,才能以其较高的切削和进给速度,使较高的加速度和较高的主轴转速真正达到较高的生产效率。夹具可以在很大程度上影响着刀具换装时间和上料时间。而在这段时间里机器是处于停机状态的。因夹具所限而发生的时间,有时候还有很多潜力...
-
江苏订购双主轴加工中心好的公司 2026-03-31 10:00:41双主轴加工中心的特点:采用双主轴设计,一次可以分别加工两个不同工件,提高加工效率;只需一个工装托盘即可满足两个加工主轴同时使用,提高工装托盘的利用效率;独特的换刀机械手设计,缩短换刀时间,提高工作效率;本加工中心结构紧凑,本加工中心相对于两台单主轴加工中心的占地面积小,节省占地空间。 ...
-
常州双主轴加工中心好的供应商 2026-03-30 10:00:47双主轴中心优点:对回转台的驱动和加工中心的定位及推进动作,均由螺杆/棘轮组合装置和滚珠丝杠传动装置来发出。当X、Y、Z的行程分别达到400mm、400mm和360mm时,所有3个线性轴的高速档均可以达到60m/min的速度。由于按照受力的原理,位于刀具一侧的铣轴同时也负责刀具的更换,它必...
与双主轴加工中心相关的问题
新闻资讯
产品推荐
-

制造商钻攻中心价格
2026-04-30 -

温州供应钻攻中心品牌
2026-04-30 -

选型型材加工中心型号
2026-04-30 -

先进钻攻中心有哪些
2026-04-30 -

张家港正规钻攻中心
2026-04-30 -

衢州慢走丝网上价格
2026-04-30 -

原装进口慢走丝设备注意事项
2026-04-30 -

杭州高速钻攻中心购买
2026-04-30 -
常州原装进口慢走丝
2026-04-30