高精度的微细结构可以通过电子束直写或激光直写制作,这类光刻技术,像“写字”一样,通过控制聚焦电子束(光束)移动书写图案进行曝光,具有很高的曝光精度,但这两种方法制作效率极低,尤其在大面积制作方面捉襟见肘,目前直写光刻技术适用于小面积的微纳结构制作。近年来,三维浮雕微纳结构的需求越来越大,如闪耀光栅、菲涅尔透镜、多台阶微光学元件等。据悉,苹果公司新上市的手机产品中人脸识别模块就采用了多台阶微光学元件,以及当下如火如荼的无人驾驶技术中激光雷达光学系统也用到了复杂的微光学元件。这类精密的微纳结构光学元件需采用灰度光刻技术进行制作。直写技术,通过在光束移动过程中进行相应的曝光能量调节,可以实现良好的灰度光刻能力。高精度的微细结构具有比较高的曝光精度,但这两种方法制作效率极低。景德镇微纳加工平台

微纳加工技术的特点:(1)微电子化:采用MEMS工艺,可以把不同功能、不同敏感方向或致动方向的多个传感器或执行器集成于一体,或形成微传感阵列、微执行器阵列甚至把多种功能的器件集成在一起,形成复杂的微系统。微传感器、微执行器和微电子器件的集成可制造出可靠性、稳定性比较高的微电子机械系统。(2)MEMS技术适合批量生产:用硅微加工工艺在同一硅片上同时可制造出成百上千微型机电装置或完整的MEMS,批量生产可较大降低生产成本。(3)多学科交叉:MEMS涉及电子、机械、材料、制造、信息与自动控制、物理、化学和生物等多学科,并集约当今科学发展的许多成果。景德镇微纳加工平台在我国,微纳制造技术同样是重点发展方向之一。

微纳制造技术属国际前沿技术,作为未来制造业赖以生存的基础和可持续发展的关键,其研发和应用标志着人类可以在微、纳米尺度认识和改造世界。以聚合物为基础材料的微纳系统在整个微纳系统中占有极其重要地位,是较具产业化开发前景的微纳系统之一,聚合物微纳制造技术也已经开始得到应用并具有极大的发展空间。集中介绍了多种典型聚合物微纳器件及系统,并对微注塑成型、微挤出成型和微纳压印成型等聚合物微纳制造技术进行了系统的阐述,比较了各种聚合物微纳制造技术的优缺点和使用条件。末尾,结合国内外研究人员的研究成果,对聚合物微纳制造技术的未来发展做出展望。
研究应着眼于开发一种新型的可配置、可升级的微纳制造平台和系统,以降低大批量或是小规模定制产品的生产成本。新一代微纳制造系统应满足下述要求:(1)能生产多种多样高度复杂的微纳产品;(2)具有微纳特性的组件的小型化连续生产;(3)为了掌握基于整个生产加工链制造的知识,新设计和仿真系统的产品开发过程的全部跨学科知识进行条理化和储存;(4)为了保证生产的灵活性和适应性,应确保在分布式制造中各企业的有效合作,以支撑通过新型商业生产、管理和物流方法来实现的中小型企业在综合制造网络中的有效整合;(5)是一个拥有更高级的智能和可靠性、可根据相应环境自行调整设置及生产加工参数的、可嵌入整个生产制造行业的制造系统;(6)新型可快速配置和价格适中的微纳制造系统,融入了面向任务和可重复配置的理念,能够实现连续的系统升级和无缝重复配置。在微纳加工过程中,薄膜的形成方法主要为物理沉积、化学沉积和混合方法沉积。
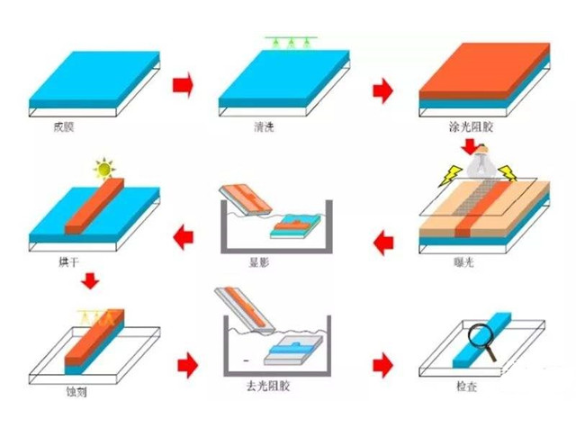
MEMS工艺离不开曝光工艺。光刻曝光系统:接触式曝光和非接触式曝光的区别,在于曝光时掩模与晶片间相对关系是贴紧还是分开。接触式曝光具有分辨率高、复印面积大、复印精度好、曝光设备简单、操作方便和生产效率高等特点。但容易损伤和沾污掩模版和晶片上的感光胶涂层,影响成品率和掩模版寿命,对准精度的提高也受到较多的限制。一般认为,接触式曝光只适于分立元件和中、小规模集成电路的生产。非接触式曝光主要指投影曝光。在投影曝光系统中,掩膜图形经光学系统成像在感光层上,掩模与晶片上的感光胶层不接触,不会引起损伤和沾污,成品率较高,对准精度也高,能满足高集成度器件和电路生产的要求。但投影曝光设备复杂,技术难度高,因而不适于低档产品的生产。现代应用较广的是 1:1倍的全反射扫描曝光系统和x:1倍的在硅片上直接分步重复曝光系统。应用于MEMS制作的衬底可以说是各种各样的,如硅晶圆、玻璃晶圆、塑料、还其他的材料。赣州微纳加工技术
我造技术的研究从其诞生之初就一直牢据行国的微纳制造技术的研究与世界先进水平业的杰出位置。景德镇微纳加工平台
2012年北京工业大学Duan等使用课题组自行研制的皮秒激光器对金属钼、钛和不锈钢进行了精密制孔研究,并利用旋切制孔方式对厚度为0.3mm的金属钼实现了孔径ϕ小于200μm的微孔加工,利用螺旋制孔方式在厚度为1mm不锈钢上实现了孔径为200μm的制孔效果。实验指出大口径微孔加工应采用旋切制孔方式,而加工较小口径时则更宜选用螺旋制孔方式。皮秒激光精密微孔加工过程中,对于厚度较小的材料(d<1μm),由于激光与材料作用的时间较短,以采用高峰值功率、窄脉宽的激光为宜,而对于厚度在百微米甚至超过1mm的金属材料的微孔加工,除了要考虑激光峰值功率以及脉冲宽度外,选择合适的制孔方式是必要的。此外,根据材料结构的不同还应该选择是否采用偏振输出等因素。景德镇微纳加工平台



