-
扬中一次性热处理加工贵吗
在硬件设施方面,公司规划建设了功能完善的四大中心:加工中心配备多台先进热处理设备,能够满足不同工艺需求;综合楼集办公、研发、展示功能于一体;物流中心确保原材料和成品的高效流转;检测中心则配备了完整的质量检测设备。这种科学合理的功能分区,保证了生产流程的高效运转和质量控制的有效实施。在金属热处理领域,公司拥有淬火、调质、渗碳淬火、退火、回火...
查看详细 >>24 2026-02 -
南京本地附近热处理加工多少钱
质量追溯系统覆盖全流程。每个工件配备条形码,记录从材料入库、热处理加工、检测数据到发货全程信息。客户可通过溯源系统查询产品生产过程中的关键参数,如淬火温度、回火曲线等。这种透明化的质量管理方式,增强了客户信任度,也为质量改进提供了数据支撑。 在物流配送环节,与各大物流企业合作建立区域分仓。对紧急订单启用"绿色通道",快可实现24小时送达。...
查看详细 >>24 2026-02 -
浙江什么热处理加工市面价
在汽车零部件热处理领域,公司针对不同部件开发了相对应工艺。变速箱齿轮采用碳氮共渗工艺,在860℃条件下同时渗碳渗氮,表面硬度达到HRC58-62,有效硬化层深度0.6-0.8mm,心部硬度HRC30-35,确保良好的强韧性配合。等速万向节零件则采用感应淬火,使用频率8-10kHz的中频感应器,淬硬层深度2-3mm,表面硬度HRC55-60...
查看详细 >>24 2026-02 -
常州本地附近热处理加工客服电话
在汽车零部件热处理领域,公司针对不同部件开发了相对应工艺。变速箱齿轮采用碳氮共渗工艺,在860℃条件下同时渗碳渗氮,表面硬度达到HRC58-62,有效硬化层深度0.6-0.8mm,心部硬度HRC30-35,确保良好的强韧性配合。等速万向节零件则采用感应淬火,使用频率8-10kHz的中频感应器,淬硬层深度2-3mm,表面硬度HRC55-60...
查看详细 >>14 2026-02 -
国内热处理加工批发商
公司配备完善的检测设备体系,包括蔡司显微镜、金相预处理设备、金相切割机等。蔡司显微镜可进行高倍率显微观察,用于分析材料的微观组织结构。金相预处理设备能够制备符合标准要求的金相试样,确保检测结果的准确性。线切割设备用于制备标准试样,布洛维硬度计和维氏硬度计可进行多种硬度标尺的测量。拉力试验机用于测定材料的力学性能指标。这些检测设备的配备,确...
查看详细 >>14 2026-02 -
京口区比较好的热处理加工采购
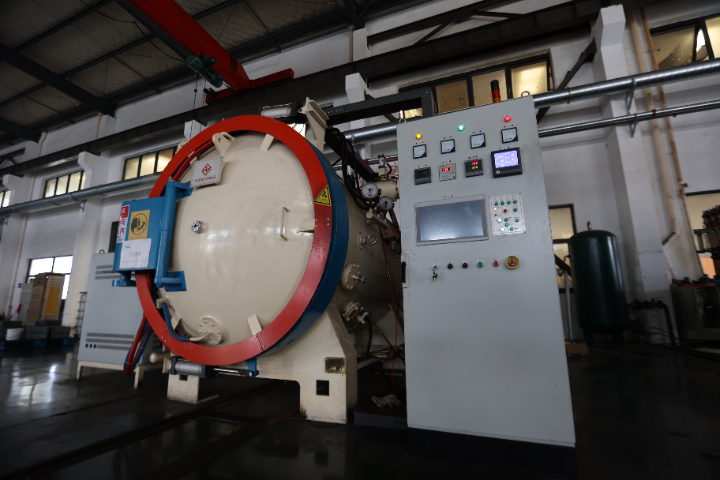
公司拥有价值6000万元的设备集群,涵盖热处理、表面处理、检测等各个环节。其中7台网带式保护气氛炉组成自动化生产线,可实现连续作业,日处理能力达20吨。箱式多用炉采用智能控制系统,温度均匀性可达±5℃,满足精密零件热处理要求。真空气淬炉和真空渗碳炉组成的真空热处理单元,适用于航空航天、医疗器械等领域。真空环境下工件无氧化脱碳,表面质量明显...
查看详细 >>13 2026-02 -
苏州比较好的热处理加工怎么样
公司配备完善的检测设备体系,包括蔡司显微镜、金相预处理设备、金相切割机等。蔡司显微镜可进行高倍率显微观察,用于分析材料的微观组织结构。金相预处理设备能够制备符合标准要求的金相试样,确保检测结果的准确性。线切割设备用于制备标准试样,布洛维硬度计和维氏硬度计可进行多种硬度标尺的测量。拉力试验机用于测定材料的力学性能指标。这些检测设备的配备,确...
查看详细 >>13 2026-02 -
连云港金属表面处理大概价格多少
传统镀锌层在高于70℃的条件下,会出现微小的裂纹,在200~300℃的条件下会变色,耐腐蚀性也**下降。达克罗防腐蚀膜固化温度为300℃左右,所以表面金属膜即使长时间置于高温条件下,其外观不变,耐热腐蚀性极好。(图为300℃加热12小时后电镀锌和达克罗制品表面显微观察结果对比)(图为300℃加热12小时,电镀锌制品盐雾试验240小...
查看详细 >>13 2026-02 -
南通好的热处理加工价格咨询
发动机零部件热处理凸显技术特色。曲轴采用圆角滚压+氮化复合工艺,先进行42CrMo材料的调质处理,然后在520℃条件下进行了气体氮化,氮化层深度0.3-0.5mm,表面硬度≥700HV,然后对轴颈圆角进行滚压强化,使疲劳寿命提升50%以上。气门座圈采用粉末冶金材料,在1120℃条件下进行烧结硬化,通过控制冷却速率获得马氏体组织,无需后续淬...
查看详细 >>13 2026-02 -
句容怎样热处理加工性价比
在硬件设施方面,公司规划建设了功能完善的四大中心:加工中心配备多台先进热处理设备,能够满足不同工艺需求;综合楼集办公、研发、展示功能于一体;物流中心确保原材料和成品的高效流转;检测中心则配备了完整的质量检测设备。这种科学合理的功能分区,保证了生产流程的高效运转和质量控制的有效实施。在金属热处理领域,公司拥有淬火、调质、渗碳淬火、退火、回火...
查看详细 >>13 2026-02 -
南通特点热处理加工利润是多少
在汽车零部件热处理领域,公司针对不同部件开发了相对应工艺。变速箱齿轮采用碳氮共渗工艺,在860℃条件下同时渗碳渗氮,表面硬度达到HRC58-62,有效硬化层深度0.6-0.8mm,心部硬度HRC30-35,确保良好的强韧性配合。等速万向节零件则采用感应淬火,使用频率8-10kHz的中频感应器,淬硬层深度2-3mm,表面硬度HRC55-60...
查看详细 >>12 2026-02 -
润州区热处理加工经营
公司先后通过ISO9001质量管理体系和ISO/TS16949汽车行业质量管理体系认证。这些认证资质的取得,标志着公司在质量管理方面达到了国际标准要求。在实际运营中,公司建立了从原材料采购到成品出厂的全流程质量控制体系,每个环节都设有专门的质量控制点,确保产品质量的稳定性和一致性。以热处理过程为例,公司制定了严格的工艺参数控制标准。对于淬...
查看详细 >>12 2026-02