-
 03 03吉林异型钢管生产厂家
03 03吉林异型钢管生产厂家为提升厚壁无缝钢管耐腐蚀工作能力,增加产品使用期限,因而对厚壁无缝钢管务必开展酸洗、钝化处理表层处理,使表层生成一层防护膜。厚壁无缝钢管的应用解决方式:1、厚壁无缝钢管支管打磨抛光:激光切割结束,应运用磨光机对支管塑层开展研磨解决,其意义是防止在法兰盘焊接时使塑层产生熔融乃至焚烧使管线毁坏。应用磨光机将支管塑层开展打磨抛光。2、厚壁无缝钢... 【查看详情】
-
 03 03隔热膜双金属冶金复合钢管价格多少
03 03隔热膜双金属冶金复合钢管价格多少职业岗位分析编辑播报本专业职业岗位能力分析(1)必要的基础理论知识(深厚的物化知识)、一定的专业理论知识;(2)具有冶金生产***线主要工序的实际操作技能;(3)初步具有冶金产品各生产工序生产工艺制订的能力;(4)具有冶金主要设备和仪表选择、使用和维护的能力;(5)具有对各工序产品或半产品质量鉴定、组织与性能检测和分析的能力;(6)初步具... 【查看详情】
-
 03 03新疆精轧钢管厂家电话
03 03新疆精轧钢管厂家电话衬塑钢管的优点:连接方式可靠快捷:管道之间的连接方式是建材行业较重要的问题,连接强度可不可靠、便不便于安装、维修,能不能适应恶劣的自然条件,这些问题都是用户、设计、施工等各个单位较关心的问题。内筋嵌入式衬塑钢管利用冷挤压原理在距管材端面一定距离作引伸变形成一小型圆弧槽,再将卡簧式不锈钢卡环置入槽内,套上螺母或性扩展接口、新型搪瓷管件及其附... 【查看详情】
-
 03 03中国台湾生态环境材料双金属冶金复合钢管
03 03中国台湾生态环境材料双金属冶金复合钢管采用压熔锚合双金属冶金复合技术彻底解决了机械复合管存在的层间结合力低的问题。外基管壁厚作为管道的承压层,保证承压安全;内覆管壁厚作为管道的功能层,使基管更耐腐蚀。特点一:结合强度210MPa以上,真正的复合如一冶金复合管,外层使用耐压金属管道,内层使用耐蚀无缝钢管或焊接钢管,采用压熔锚合双金属冶金复合技术,将两者结合为一体,既能防止腐蚀,... 【查看详情】
-
 02 03口碑双金属冶金复合钢管扣件紧固件
02 03口碑双金属冶金复合钢管扣件紧固件⑥承压强度高内衬不锈钢复合管能保证工作压力大于2.5Mpa,可以满足各类给水给气工程需要⑦卫生环保安全性好内衬不锈钢材质化学性能稳定,对人体无损害内衬不锈钢复合管与复合管件配套连接,加上对接头螺纹和端面的无毒防锈处理,可以有效防止对水造成二次污染。⑧价格低廉内衬不锈钢复合管是在钢管内覆以薄壁不锈钢管,这样降低了制造成本,又确保了厚度以保证... 【查看详情】
-
 02 03青海精拔钢管生产厂家
02 03青海精拔钢管生产厂家企业在使用管材运输介质的之前,应该提前对运输的介质进行提前的一个处理。一方面通过处理可以提升介质一个导电性,这样能够帮助管材更精确的运输输送,另一个方面提前处理的就是应该将介质当中的铁磁性物质提前处理掉,这样能够避免因为过多的杂质对管材的运输过程导致较大的影响。另外在安装无缝钢管的时候,应该远离一些震动的场所,或者是远离一些磁性较大的地方... 【查看详情】
-
 02 03上海绿色气凝胶产品介绍
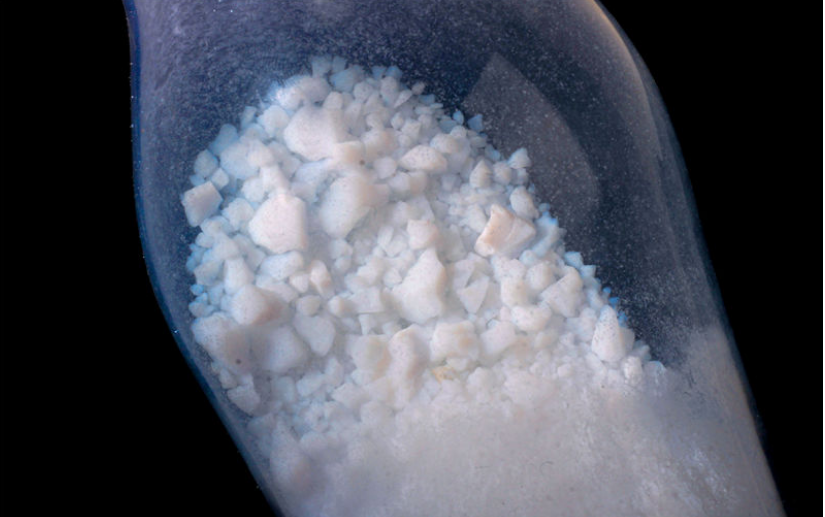
02 03上海绿色气凝胶产品介绍因为密度极低,轻的气凝胶只有0.16毫克每立方厘米,比空气密度略低,所以也被叫做“冻结的烟”或“蓝烟”。由于里面的颗粒非常小(纳米量级),所以可见光经过它时散射较小(瑞利散射),就像阳光经过空气一样。因此,它也和天空一样看着发蓝(如果里面没有掺杂其它东西),如果对着光看有点发红。(天空是蓝色的,而傍晚的天空是红色的)。由于气凝胶中一般80... 【查看详情】
-
 28 02湖北销售气凝胶售后服务
28 02湖北销售气凝胶售后服务纳米多孔材料具有重要应用价值,如利用低于临界密度的多孔靶材料,可望提高电子碰撞激发产生的X光激光的光束质量,节约驱动能,利用微球形节点结构的新型多孔靶,能够实现等离于体三维绝热膨胀的快速冷却,提高电子复合机制产生的x光激光的增益系数,利用极低密度材料吸附核燃料,可构成激光惯性约束聚变的高增益冷冻靶。气凝胶纤细的纳米多孔网络结构、巨大的比表... 【查看详情】
-
 28 02江苏购买气凝胶服务至上
28 02江苏购买气凝胶服务至上气凝胶诞生于1931年,由Steven.S.Kistler在Nature杂志上发表《共聚扩散气凝胶与果冻》标志着气凝胶的发现,也正是Kistler通过乙醇超临界干燥技术,制备出世界上一块气凝胶-SiO2气凝胶。气凝胶可分为无机气凝胶、有机气凝胶、混合气凝胶和复合气凝胶。常见的气凝胶主要是硅气凝胶、碳气凝胶和二氧化硅气凝胶,新进发展的气凝胶... 【查看详情】
-
 28 02
28 02 -
 27 02隔热玻璃气凝胶欢迎来电
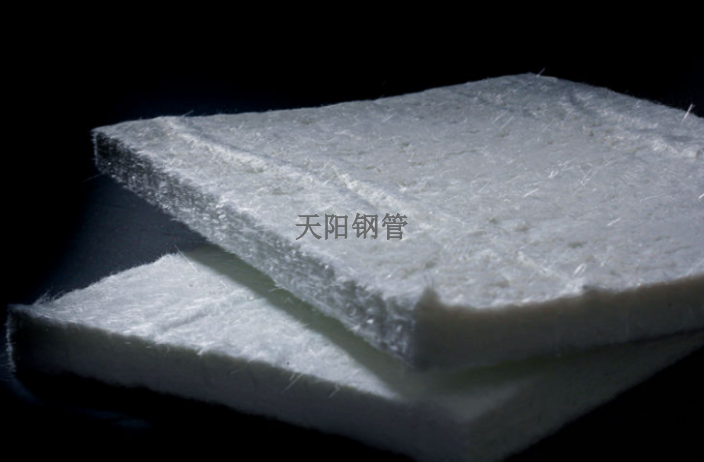
27 02隔热玻璃气凝胶欢迎来电气凝胶保温毡可以用于稠油高温注汽开采管道保温和炼化装置介质管线的保温,介质温度在200℃~600℃之间。轻薄的气凝胶制品可有效减少外保温层用量,且其具有很好的憎水性,憎水率达到99.6%且PH值为中性,不会腐蚀保温管道,从而延长施工对象使用寿命,并降低后期维护费用。同样的保温效果,使用气凝胶保温毡可有效减少施工对象的体积,从而显著提高管道... 【查看详情】
-
 27 02有哪些双金属冶金复合钢管价格优惠
27 02有哪些双金属冶金复合钢管价格优惠机械复合主流的生产工艺有液压复合法、冷拔复合法、水下爆燃复合法和冷滚压复合法。成形是依据金属材料的弹塑特性进行的,即利用外基管(一般为碳钢无缝管)的弹性变形范围,和内衬管(一般为不锈钢管)屈服强度低的特性。在外力下,使内衬管连续局部塑性变形,外基管始终保持在弹性变形范围之内。当外力去除后,外基管弹性收缩,内衬管由于已呈塑性变形无法收缩。从... 【查看详情】
